精密機械部品製造業向け導入事例 生産管理システム「ASPAC-生産管理」
![]()


生産管理システム 「ASPAC-生産管理」導入事例 

テーマ
精密機械部品製造業での工程管理・材料管理およびトレーサビリティの実現 「ASPAC-生産管理」導入事例
生産管理システム導入の目的・狙い
精密機械部品製造業である導入企業では、工程管理や材料管理がシステム化されていないため、進捗や在庫を確認する時は、『担当者に聞かないと分からない』状態だった。
そのため、生産日程計画や各種調査などの作業にムダが多く、間接工数の割合が非常に高かった。
また、近年は得意先よりトレーサビリティの要求が高まり、取引を続けるために製造ロット番号管理が必須となった。
この課題を解消するために「ASPAC-生産管理」を導入する事となった。
生産管理システム導入時の要求
「ASPAC-生産管理」の導入にあたっては、業務の見直しを行い、管理体制を確立することによってムダを撲滅し間接工数を削減する、そして品質管理の強化を目指した。
1.工程管理システムの確立
現行の作業指示書を踏襲しつつ、工程ごとの作業指示と作業実績を管理
できるようにする。それに伴い、投入材料や仕掛品や完成品の実績を
現場でリアルタイムに入力すること。
2.材料管理システムの確立
従来は、端材の管理や複雑な単価体系(kg単価やm単価)のため、材料は
Excelで発注〜入荷〜消費の管理をしていた。
ASPAC-生産管理では、できるだけ手間がかからない方法で材料を管理
できるようにすること。
3.品質管理機能の充実
製造ロット番号管理と情報システムによるトレーサビリティを実現すること。
生産管理システムの導入システムイメージ
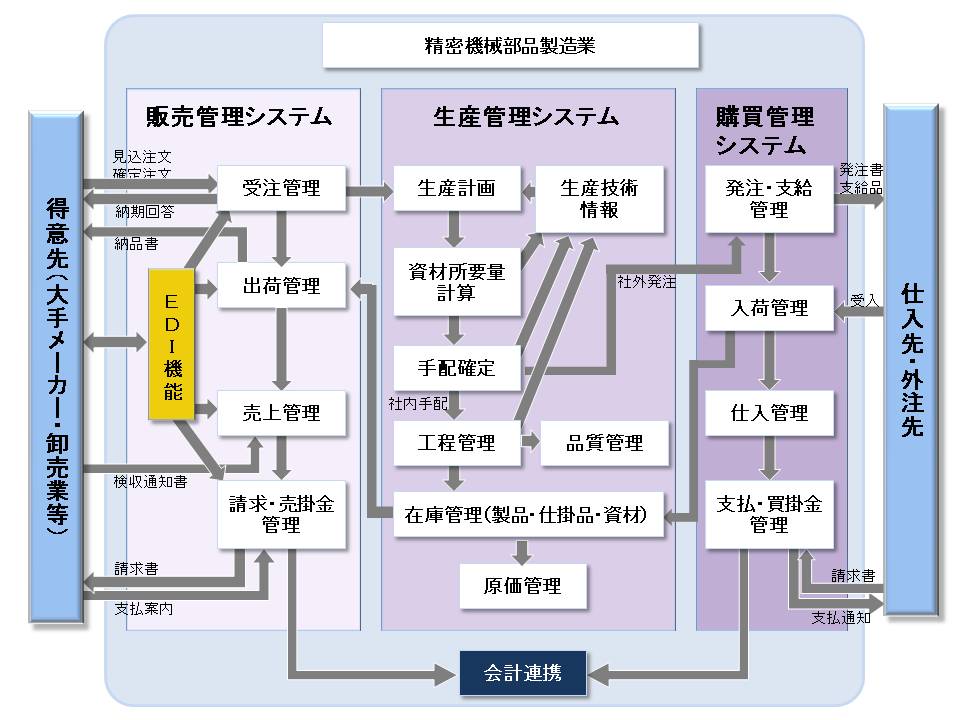
生産管理システムの導入効果
1.工程管理システムの確立
「ASPAC-生産管理」に標準装備されている作業指示書からの工程管理機能を
ベースにカスタマイズすることで、導入企業の実態にあった作業指示書と
実績管理システムを構築できた。
また、投入材料や完成品の実績登録は、選択方式で簡単に入力ができるため、
現場でリアルタイムに入力できるようになった。
2.材料管理システムの確立
まずは、材料を材質や寸法ごとに総延長で管理することを徹底した。その上で
システムからの発注検討情報を参考にして、簡単な判断で材料発注ができる
ようになった。
また、材料ごとにkg単価とm単価を換算することで、在庫はm単位で仕入は
kg単位での管理が可能になった。
3.品質管理機能の充実
材料管理ができるようになったため、材料から完成品までのトータルな
製造ロット番号管理ができるようになった。製造ロット番号での串刺し
検索が可能なため、得意先からの問い合わせやロット不良の影響範囲
調査を素早く行えるようになり、顧客対応のスピードが向上した。
また、不良やクレーム発生関連情報の気づき機能により、再発防止策を
徹底できるようになった。
「ASPAC-生産管理」の導入により、導入時の3つのテーマは達成できた。担当者に聞かなくてもシステムを活用することで、進捗や在庫を把握でき生産日程計画の精度も向上した。
また、各種のムダが無くなる事によって間接工数の大幅な削減を実現した上で、
管理体制が強化された。
品質管理が充実したことにより品質も向上し、導入企業からも大変満足との評価をいただいた。
大阪市中央区大手通1-4-10
大手前フタバビル6F
TEL 06-6944-9211
FAX 06-6944-3233
東京都台東区台東4-27-5
秀和御徒町ビル5F
TEL 03-6870-2250
FAX 03-6870-2253
